سگمنت گذاری و عملیات لاینینگ
Segment
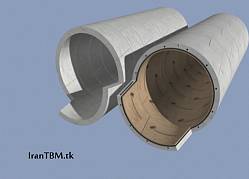
در اکثر تونل هایی که توسط دستگاه های حفاری مکانیزه حفاری می شوند و بدنه ای ریزشی دارند دیواره تونل توسط قطعات بتنی پیش ساخته ای به نام سگمنت تحکیم می شوند.
این سازه های بتنی سنگین و نیمه سنگین شامل یک قالب سازه ای فرم داده شده توسط آرماتور و بتن قالب گیری شده در شرایط خاص می باشد.
سگمنت ها (Segment) به مانند تکه های پازل در کنار یکدیگر قرار گرفته و یک رینگ یا حلقه را تشکیل می دهند. این رینگ به رینگ های مجاور متصل می شود و قطعه ای یکپارچه را تشکیل می دهد.
تولید سگمنت ها به خودی خود شامل یک پروسهء کاملاً حرفه ای و زمانبر است. ابتدا میزان فشاری که بر قطر دهانه تونل وارد می آید محاسبه و بر اساس این مقدار طبق استاندارد های موجود در جدول سیستم های تحکیم دیواره سازه های زیر زمینی اندازه های سگمنت طراحی و دستگاه بر اساس آن ساخته می شود.
این بدان معناست که در هنگام طراحی دستگاه برای حفاری یک مسیر معین، نوع و اندازه سازه های بتنی (سگمنت) آن نیز بر اساس نیاز همین سازه و همین دستگاه طراحی میشود.
سپس طبق نقشه آرماتور بندی قفسه داخلی انجام می شود. این همان کاری است که برای مصلح کردن بتن در تمامی سازه های بتن مصلح انجام میگیرد.

قفسه در داخل قالب های مخصوص جهت فرم دادن به سگمنت ها قرار داده می شود و بتن به داخل قالب تزریق می شود. اما قبل از تزریق بتن باید بدنه داخلی قالب ها کاملاً با گریس پوشش داده شوند تا هنگام جدا کردن سگمنت از قالب دچار مشکل نشود.
همزمان با تزریق بتن عمل ویبراتور ها کار قالب گیری و خروج حباب از میان بتن را تکمیل می کنند. سپس درب قالب قفل شده و قالب ها حرارت داده می شوند تا بتن در بخار روغن و در شرایطی خاص پخته شود.

پس از خارج کردن سگمنت ها از قالب، برای تکمیل فرایند آماده سازی دور تا دور سگمنت ها با نوار آب بندی لاستیکی پر میشوند. این نوار فوم در هنگامی که سگمنت ها در کنار یکدیگر قرار بگیرند عمل آب بندی را انجام خواهد داد.

حالا سگمنت ها باید مدتی حدود 40 تا 60 روز در هوای آزاد خشک شوند تا برای کارگذاری در تونل مناسب باشند.
در درون هر سگمنت سوراخ های مخصوصی نیز تعبیه می شود تا پس از کارگزاری آن در تونل بتوان آن قطعه را به قطعات دیگر پیچ یا اینزرت نمود. همچنین سوراخه هایی برای تزریق گروت یا مصالح پی گراول به فضای خالی پشت سگمنت در آن تعبیه می شوند که به سوراخ های بک فیل معروفند.
نوع طراحی سگمنت های دیواره و سقف، با سگمنت های کف متفاوت است. سگمنت کف به دلیل تحمل فشار زیاد و نیز شکل خاصی که برای نصب ریل ها بر روی آن وجود دارد و نیز وجود دیچ برای خروج جریان های آب از داخل تونل، یک طراحی کاملاً متفاوت نسبت به سایر سگمنت ها دارد.
در برخی از تونل ها چندین سگمنت در کنار یکدیگر تشکیل یک رینگ را میدهند و قطعه ای کوچکتر از بقیه که کلید نامیده می شود کار تکمیل و محکم کاری را انجام میدهد.

فرایند تولید سگمنت خود یک فرایند حرفه ای و مجزا از پروسه حفاری است.
از تهیه مصالح خاص و ترکیب مقادیر مشخصی از مصالح توسط دستگاه بچینگ گرفته تا آماده سازی و انتقال آن به داخل تونل. تا اینجا همه چیز مربوط به پشتیبانی پروژه بود و به تیم حفاری و دستگاه حفار کاری نداشت. اما از زمانی که سگمنت وارد تونل می شود کار تیم حفاری و دستگاه با آن شروع می شود...
****************
Segment unloader
زمانی که سگمنت توسط لوکوموتیو وارد تونل می شود توسط دستگاهی به نام سگمنت آنلودر در محل انبار سگمنت بر روی خود دستگاه تخلیه می شود. این محوطه اصطلاحاً آنلودینگ سگمنت نامیده می شود. سیستم آنلودیگ در دستگاه ها متفاوت است. برخی با قرار دادن چندین جک زیر سگمنت آن را از روی لوکوموتیو برداشته و پس از خروج لوکو از زیر بار سگمنت را تخلیه می کنند.

در برخی دیگر نیز سگمنت توسط جرثقیل خاصی که به همین منظور طراحی و ساخته شده از روی لوکو تخلیه می شود.
**********
Segment Crane
سگمنت کرین جرثقیل قدرتمندی است که سگمنت ها را از محل آنلودینگ برداشته و به محل دسترسی دستگاه ارکتور میرساند. این دستگاه دارای یک سینی مخصوص است که بر روی بدنه سگمنت مینشیند و آنرا بلند می کند.

این سیستم بسته به نوع سگمنت متفاوت است. در برخی سینی به صورت مکشی (Suction) به کفۀ سگمنت می چسبد و آن را بلند می کند. اما در انواع دیگر سینی دارای دو چنکک یا Clamp است که در سوراخ های بک فیل روی سگمنت قرار میگیرد و سینی از طریق آن به سگمنت قفل می شود.
***********
Segment Mover
در برخی از دستگاه ها به دلیل فاصلۀ زیاد بین منطقه اینترفیس و منطقۀ سگمنت آنلودینگ احتمال بروز حادثه و یا افتادن سگمنت از سگمنت کرین افزایش می یابد. از این رو مهندسان در این دستگاه ها مسیری مانند نوار نقاله که توانایی حمل بار های سنگینی چون سگمنت را داشته باشد تعبیه کرده اند. این دستگاه کار حمل ایمن سگمنت ها از زیر سگمنت کرین تا سگمنت فیدر را بر عهده دارد.

**********
Segment Feeder
سگمنت فیدر خوراک دهندۀ دستگاه ارکتور است. در واقع این دستگاه یک سینی متحرک است که پس از اینکه سگمنت توسط موور(Mover) از محوطۀ آنلودینگ به محدوده ای به نام اینترفیس(Interface) رسید ، سگمنت موور آنرا بر روی سینی سگمنت فیدر(Segment Feeder) قرار میدهد. این سینی این قابلیت را دارد که توسط ریلی که در زیر آن نصب شده سگمنت را در راحت ترین و نزدیک ترین محل ممکن قرار دهد. همچنین اگر در هنگام بارگیری احیاناً سگمنت برعکس وارد شده باشد فیدر میتواند با چرخش سینی حول محور عمودی خود سگمنت را به حالت صحیح در اختیار ارکتور قرار دهد.

***********
Segment Errector Sys
سگمنت ارکتور ماشین کارگذاری قطعات بتنی پیش ساخته است. تمامی مراحل گذشته، از تولید تا تغذیۀ سگمنت توسط فیدر به وسیلۀ این دستگاه و به کمک جک های آگزیلاری (در بخش اول توضیح داده شد) تکمیل می شود و عملیات لاینینگ انجام می گردد.
سگمنت ارکتور دارای چهار بخش اصلی است که حرکت های مختلف در جهات مختلف را ایجاد می نمایند:
1- جک های دوقلو که مانند دو بازو بالا و پایین می روند
2- جک های جانبی که حرکت افقی بر روی ریل را ایجاد میکنند
3- روتاری که حرکت های چرخشی حول محور افقی ایجاد می کند
4- جک های کلمپ که بر روی سینی سگمنت قرار گرفته و سگمنت را نگه می دارد.

تمامی این سیستم ها توسط اپراتور های ماهر و دوره دیده کنترل می شوند . اپراتور ارکتور پس از رسیدن سگمنت سینی ارکتور را به دقت بر روی سگمنت قرار میدهد و سگمنت را میگیرد(Clemping) . سپس بازو های ارکتور را جمع کرده تا سگمنت از روی سینی بلند شود. پس از آن سینی ارکتور را چرخانده و حرکت می دهد تا به منطقۀ مناسب کارگذاری سگمنت برسد. حال باید از طریق ریموت جکهای آگزیلاری همان منطقه را Retract کند تا بتواند سگمنت را در جای خود کار بگذارد. پس از انجام کارگذاری سگمنت ،دوباره جک های آگزیلاری را Extend میکند تا با فشار سگمنت را در جای خود فیکس کند.این کار برای تمام مقاطع انجام میشود تا یک حلقۀ کامل بسته پدیدار شود.

در برخی از انواع سگمنت ها تکه ای به نام کلید وجود دارد که عموماً از بقیه قطعات کوچکتر است . این تکه پس از تکمیل رینگ در فضای کوچکی هل داده می شود تا تراکم و فشردگی سگمنت ها را افزایش دهد.